



扫 一 扫 关 注 我 们
减速机作为工业传动系统的核心设备,其性能稳定性直接关系到整体生产线的运行速率。然而,随着使用时间的延长,减速机内部配件会因长期承受载荷、摩擦、温度变化及环境侵蚀而逐渐老化,若未能及时愈换,不仅会降低传动精度,还可能引发设备故障甚至稳定事故。因此,对老化配件的及时识别与替换,是确定减速机长期运行的关键环节。
一、老化配件的典型表现与潜在风险
减速机配件的老化通常表现为物理性能退化与化学性质变化,其表现形式因配件类型而异。以密封件为例,橡胶油封在长期接触润滑油与高温环境后,会逐渐失去弹性,出现硬化、龟裂或长期变形。当油封唇口无法紧密贴合轴径时,润滑油会从缝隙中渗漏,导致壳体内油位下降,润滑不足引发齿轮磨损加剧;若油液渗入电机或控制系统,还可能造成电气短路或元件损坏。类似地,骨架油封的弹簧圈若因疲劳断裂,同样会失去密封作用,其隐蔽性较不错,往往在油液大量泄漏后才被发现,此时减速机内部可能已遭受严重磨损。
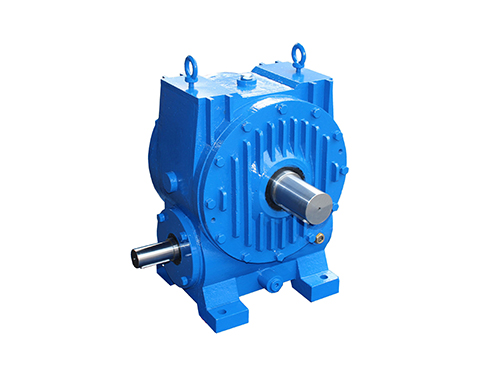
轴承作为减速机的关键支撑部件,其老化主要表现为滚动体疲劳与润滑失效。在长期高负荷运转下,轴承滚道表面会因交变应力产生微裂纹,随着裂纹扩展,金属颗粒脱落形成点蚀,导致运转时产生异响与振动;若润滑油变质或油位不足,滚动体与滚道间的直接接触会加速磨损,使轴承游隙增大,进而引发轴系偏移,破坏齿轮啮合精度。此外,轴承保持架若因材料老化断裂,会导致滚动体散落,卡死转子造成设备停机,甚至引发连锁故障损坏其他配件。
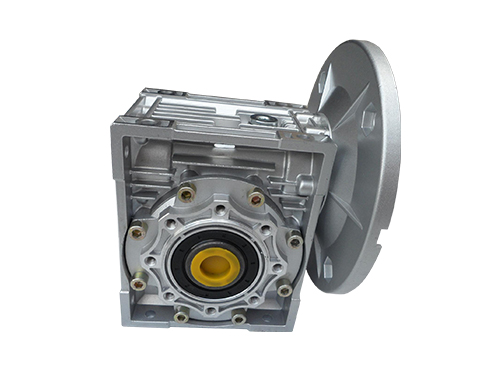
齿轮的老化则与材料疲劳与齿面损伤密切相关。在重复啮合过程中,齿轮齿根部位会因应力集中产生疲劳裂纹,若未及时愈换,裂纹会扩展至齿面,导致断齿;而齿面在润滑不良或硬质颗粒侵入时,会发生点蚀、胶合或磨损,使齿形失真,传动比发生偏差。对于摆线针轮减速机,摆线轮与针齿的老化会直接影响传动平稳性——摆线轮齿形磨损后,与针齿的啮合间隙增大,运转时会产生周期性冲击,引发整机振动与噪音升高;针齿套若因磨损松动,还会导致针齿壳偏心,加速其他部件的损坏。
二、老化配件的识别方法与替换原则
识别老化配件需结合感官检测与技术工具。对于密封件,可通过目视检查其表面是否有裂纹、变形或油渍渗出,同时用手触摸油封唇口,若感觉发硬或缺乏弹性,则需愈换;对于轴承,可通过听诊器检测运转时的异响,若出现“咔嗒”声或“嗡嗡”声,可能表明滚动体损坏或润滑失效,需进一步拆解检查游隙与滚道状态;齿轮的老化则可通过观察齿面光泽度判断,正常齿面应呈均匀的金属光泽,若出现暗斑、麻点或剥落,则需替换。此外,定期分析润滑油中的金属颗粒含量与黏度变化,也能间接反映齿轮与轴承的磨损程度。
愈换老化配件需遵循“准确匹配”与“防预性替换”原则。起先,新配件的型号、材质与尺寸需要与原设计一致,例如轴承的精度等级、齿轮的模数与压力角,任意偏差都可能导致传动异常;其次,对于关键部件如轴承、齿轮,建议采用成套愈换策略,避免因新旧配件性能差异引发早期失效;然后,需建立基于运行时间的防预性替换机制,例如对于连续运行的减速机,可参考设备手册推荐的愈换周期,提前储备配件并安排停机检修,而非等到故障发生后再处理。
三、替换后的调试与长期维护策略
配件愈换完成后,需进行系统调试以确定传动性能恢复。调试内容包括空载运行测试与负载验证:空载时需检查密封件是否漏油、轴承温升是否异常、齿轮啮合噪音是否在允许范围内;负载阶段则需逐步增加载荷,监测振动值与传动速率,替换后的配件能适应实际工况。调试过程中若发现异常,需立即停机排查,例如轴承游隙过大可通过调整垫片厚度修正,齿轮啮合不良可通过修磨齿面或调整轴系对中解决。
长期维护是延缓配件老化的核心手段。需制定定期维护计划,包括每季度检查油封密封性、每年愈换润滑油并清洗壳体内部、每两年检测轴承游隙与齿轮磨损量;对于高温或腐蚀性环境,需缩短维护周期并选用经得起高温、不易腐蚀的用配件。此外,操作人员的规范使用也重要,例如避免减速机超载运行、启动前确定润滑油充足循环、停机时待油温冷却后再切断电源,这些措施能减少配件的疲劳损伤,延长其使用寿命。
减速机配件的老化是不可避免的自然过程,但通过及时识别、准确替换与维护,可将其对设备性能的影响降至低。企业需建立优良的配件管理制度,从选型、采购、存储到愈换形成闭环,同时增加操作人员的技能培训,提升其对老化特征的敏感度与处理能力。唯有如此,才能减速机在复杂工况下持续稳定运行,为生产线的速率不错运转提供确定。